





自動化熱縮管工藝(三)
控制器實現
PLC是在當前應用中實現控制器的良好選擇。無論是在算術上還是在邏輯上,它們都能滿足計算需求。它們的有效屏蔽包裝使它們能夠在有電磁噪音和灰塵的工業環境中良好工作。因為功耗在典型的工業控制器設計中不像在便攜式設備設計中那樣重要,所以這個因素在硬件選擇過程中不起決定性作用。PLC的其他好處包括易于升級到更高性能版本、第三方技術支持的可用性、訓練有素的技術人員可以進行小的邏輯修改以及HMI系統的現有標準通信協議。使用PLC而不是另一種嵌入式控制器的另一個理由是,PLC被設計為以實時方式工作。輸入一次讀取并保存。然后按順序處理邏輯,最后更新輸出。這允許精確的執行時間,并且諸如無休止循環之類的事情將被最小化。這是工業自動化系統中的一個重要概念,不希望的延遲可能會導致代價高昂的后果。總是測量執行邏輯所需的周期時間,如果它超過預定義的值,開發人員就會知道存在真正的問題,PLC需要執行超時序列。盡管上述大多數特征在許多其他類型的嵌入式控制器中都是可行的,但由于PLC是預先配置的結構,任何分配的時間和成本都可能花在控制算法上,而不是實現技術上。
在選擇合適的硬件平臺后,根據現有的編程標準進行軟件實現。就PLC而言,各種編程語言都基于IEC-61131-3標準,每種語言都適合特定的應用。例如,Structure Text是一種用于復雜算法的高級PLC編程語言,而梯形圖或功能塊等圖形語言更適用于簡單邏輯。后一組不如結構文本靈活,但更容易跟蹤和調試,這就是為什么大多數工程師傾向于使用這種語言的原因。在現有項目中,選擇結構文本編程語言來實現控制器軟件中與系統級邏輯(監督控制)相對應的部分,而腔室位置控制器則使用梯形圖。系統級邏輯的結構文本代碼是通過在MATLAB/Simulink中開發的控制器自動生成代碼來創建的。這將大大減少可能出現的錯誤和開發時間。使用Simulink PLC編碼器實用程序,控制系統設計者可以通過快速原型設計和實驗花費更多時間來微調算法,而減少編碼工作的時間。生成的代碼將被導入到相關的集成開發環境(IDE)中。因此,應用程序代碼將被編譯并部署到PLC。
控制器測試
在將實施的控制器與實際的熱縮管機集成之前,應進行一輪測試,以檢查實施的控制器性能。這些測試有助于檢測任何可能的問題,并在駕駛真正的儀器之前及時解決。由于MATLAB/Simulink的計算和圖形功能,在控制器測試過程中保留此軟件包是有意義的,即使在初步設計和仿真階段之后也是如此。在前一個測試部分中,控制器和受控系統(熱縮管機)都在MATLAB/Simulink環境中進行了建模和測試,但現在要測試的是真正的控制單元。因此,在下一個測試步驟中,將實際控制器(PLC)連接到MATLAB/Simulink中的模擬機器模型,并檢查控制器的性能。通常,這種方法被稱為硬件在環(HIL)測試;然而,在典型的HIL測試中,受控的模擬對象應該在具有實時內核的硬件平臺和操作系統上運行。很明顯,MATLAB/Simulink在像Microsoft Windows這樣的普通操作系統上運行時無法呈現實時行為,但該測試仍然有幫助。
在實驗設置中,第一步是在MATLAB/Simulink中為控制器和熱縮管機模型之間的數據交換提供解決方案。將所需數據從MATLAB饋送到控制器單元,反之亦然的一個解決方案是使用安裝在個人計算機上并由MATLAB支持的特殊I/O模塊。這種系統可能適用于通常的實驗室測試,但很少用于工業應用,因為它們不僅大大增加了測試成本,而且還會產生許多集成問題[8]。另一種解決方案可以是在MATLAB中構建應用程序編程接口,該接口可以監聽PLC網絡上的流量,并在必要時返回數據。與前一種解決方案相比,這種方法的主要優點是MATLAB不必與外圍卡集成,其主要缺點是建立這樣的接口耗時且結果不標準。
最終,一個常見的解決方案是使用OPC(用于過程控制的OLE)標準,這是一種在MATLAB/Simulink和PLC之間建立通信的可靠而有效的方法。OPC技術使不同品牌的軟件和硬件能夠集成,并為基于PC的應用程序(如一側的MATLAB/Simulink)和過程設備(如另一側的PLC)之間的通信提供了一種簡單有效的解決方案[9]。圖6展示了開發的測試系統中的數據通信架構示意圖。在MATLAB中,OPC工具箱在Simulink環境中提供用于與典型OPC服務器交互的塊。

圖6 實驗裝置中的數據通信架構
圖7顯示了實驗設置。它由過程模擬工作站、網絡交換機、PLC和PLLC編程工作站組成。工作站上的過程模擬有兩個特點:模擬過程的MATLAB/S/Simulink和安裝在同一臺計算機上的OPCC服務器。OPC服務器與PLC的通信是通過該計算機的網絡接口實現的。雖然在最終系統中,控制器的信號傳輸是通過其I/O模塊完成的,但在基于OPC服務器的測試系統中,信號傳輸是由PLC的存儲區臨時實現的。

圖7 實驗設置
測量三個過程信號,并通過OPC寫入塊發送至PLC:腔室溫度(用于確定電機速度設定點)、電機速度(作為主PID回路變量)和電機電流(作為從PID回路變量。過程moodel通過OPC Read bbllock從PLC側接收控制信號(電樞驅動電壓)。圖8比較了建模控制器和實施控制器的電機實際速度(由于傳感器校準因素,振幅不在比例中)。在每種情況下,控制器都與建模過程相連。
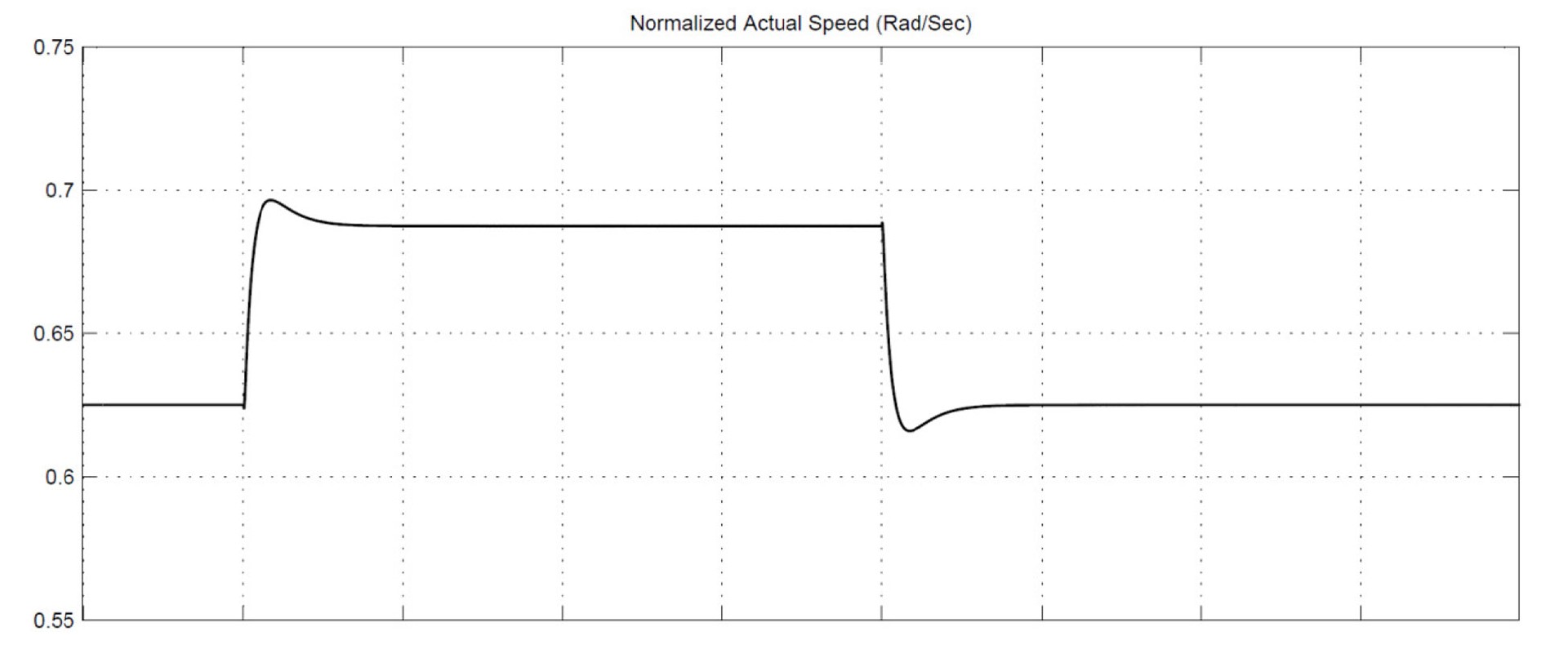
圖8a 電機|速度,控制器模型應用于過程|模型
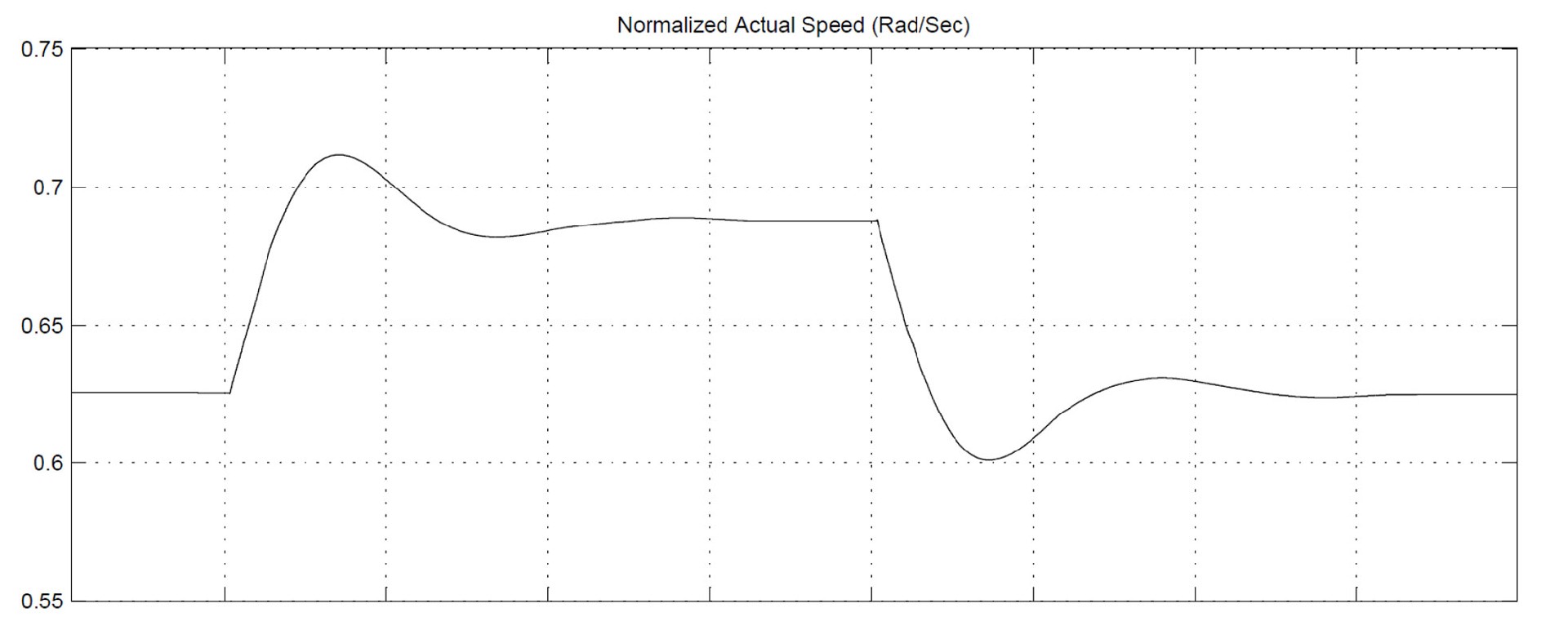
圖8b 電機轉速、控制器實現應用于過程模型
圖9還展示了兩種模擬場景下的電機電流。這些圖表明,該控制器的行為與建模的控制器足夠相似。
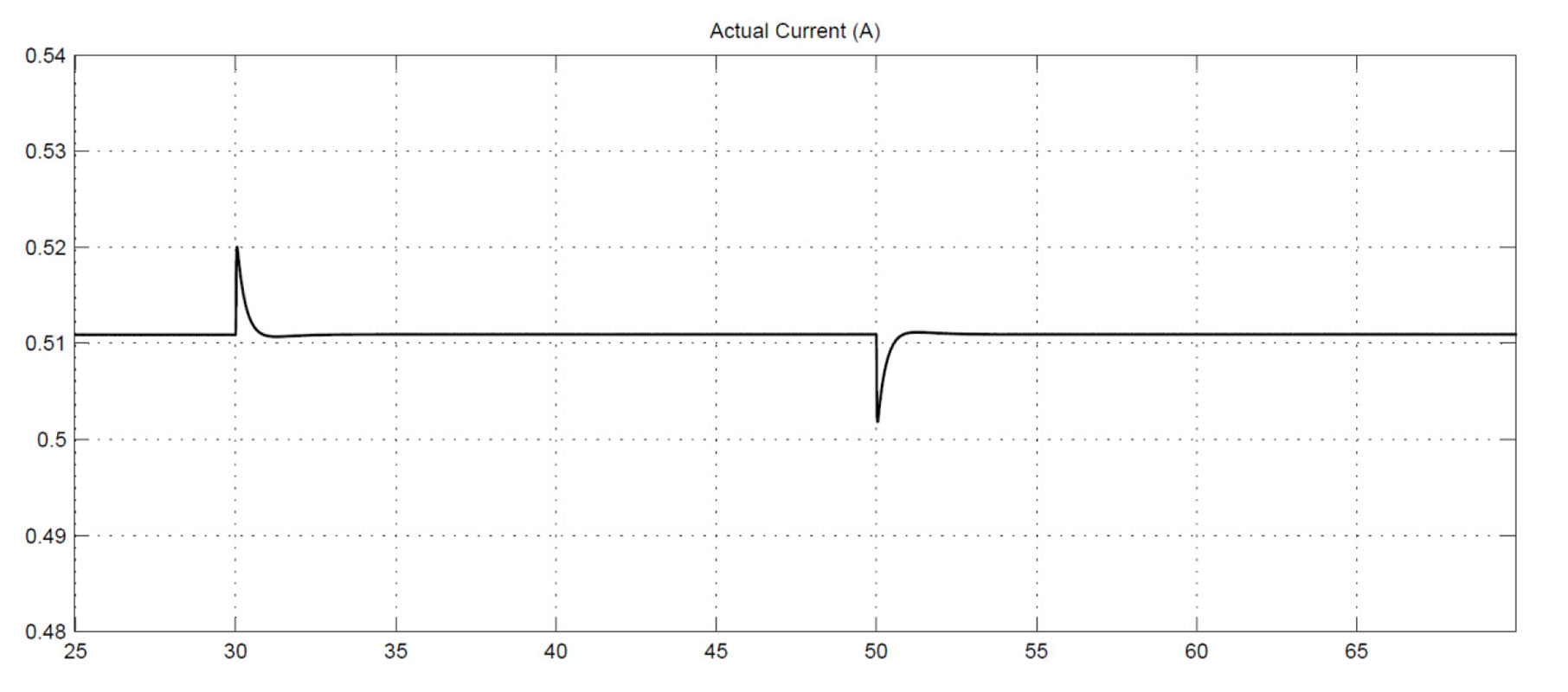
圖9a 電機電流、控制器模型應用于過程模型
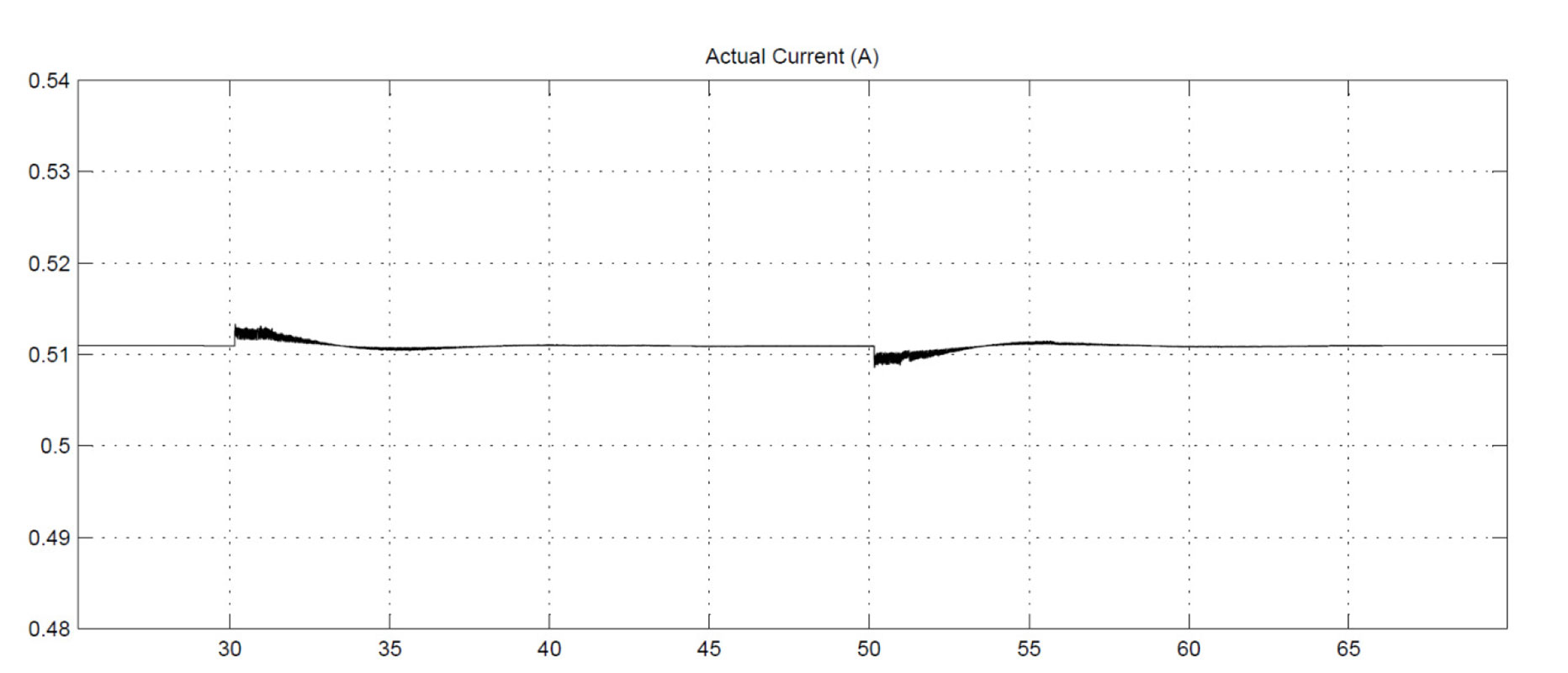
圖9b 電機電流控制器在過程模型中的應用
結論
本文介紹了線束行業中的一個問題,并根據當前的t技術,在工業控制和自動化領域提出了一個實用的解決方案。該項目與許多其他類似工程的區別在于,根據基于模型的設計指南開發了基于PLC的控制系統。盡管基于模型的控制設計是一種已知的方法,但其標準和方法在基于PLC的控制項目中沒有得到足夠的利用。所使用的基于模型的edd方法是自動生成PLC代碼、節省時間和減少錯誤偶然性的一種優雅方式。在這種應用程序中,即使在實現了控制器之后,也可以切換回模擬階段,修改控制器參數,并在觀察模擬輸出后,將所需的更改傳遞到實際控制器中。下一階段是將線性定位硬件與所實現的控制器集成,并檢查系統性能。
本文由東莞云林原創,歡迎關注,帶你一起長知識!

 業務QQ
業務QQ 