




輻射交聯聚乙烯熱縮管的研制
應用60Coγ射線對聚乙烯管進行一定劑量的照射,可以制造熱收縮管。本文介紹了熱縮管的性能及制造工藝
關鍵詞:輻射交聯 熱收縮管 熱縮管

熱縮管是由高分子材料經過輻射交聯改性后制成的,具有耐磨、絕緣、密封、防腐蝕等優良性能。尤其是具有記憶效應,加熱后能夠收縮到預定的形狀和尺寸。近年來,在通信、電力、石油、電子等部門得到迅速發展。
生產熱收縮材料通常有化學交聯和輻照交聯兩種方法。二者比較,輻照交聯法具有操作簡單,工藝穩定,交聯均勻,節省能源,不產生污染等優點。
熱縮管的性能
熱縮管加熱到160℃左右時,能收縮,其收縮比一般在2.0-3.0之間。
耐熱性能好,一般未經交聯的聚乙烯管材的長期使用溫度不能超過60-70℃,當溫度達到105-110℃時,便熔滴。輻照交聯后的熱縮管的長期使用溫度可以達到120℃,大大提高了耐熱性能。
有較好的機械性能,其抗張強度可達到15MPa以上,斷裂伸長率可以達到400%以上。
有良好的電氣性能,介電強度可達到20kV/mm以上,體積電阻率大于1x10的14次方Ω●cm。
交聯產生了對有機溶劑不溶的凝膠體,提高了耐油和耐溶劑性能。
熱縮管的上述性能均優于相同基質的聚乙烯管材,使其成為一種新型的高分子功能材料。
熱縮管的研制
1.工藝流程簡述
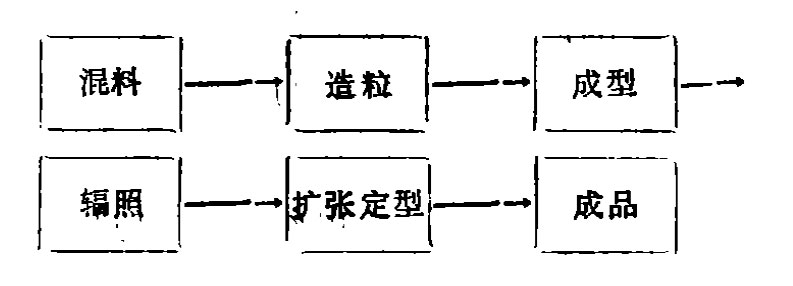
選用新鮮的聚乙烯作基料,添加適當數量的添加劑后進行混料,造料,形成配方專用粒料。用塑料擠出機擠塑成所需要的管材,再對管材進行輻照處理。然后按照需要對管材進行加熱擴張,定型后即成為熱縮管。其流程示意圖如下所示。
2.配方試驗
選擇不同牌號的聚乙烯作基料,按不同配方加入添加劑量的輻照處理,用二甲苯萃取法測定樣品中的凝膠含量,作出輻照劑量凝膠含量的關系曲線,作為選擇配方的依據之一。試驗的部分結果見圖1。從圖1可以看出,4種配方都可使用,但以1和2較好。
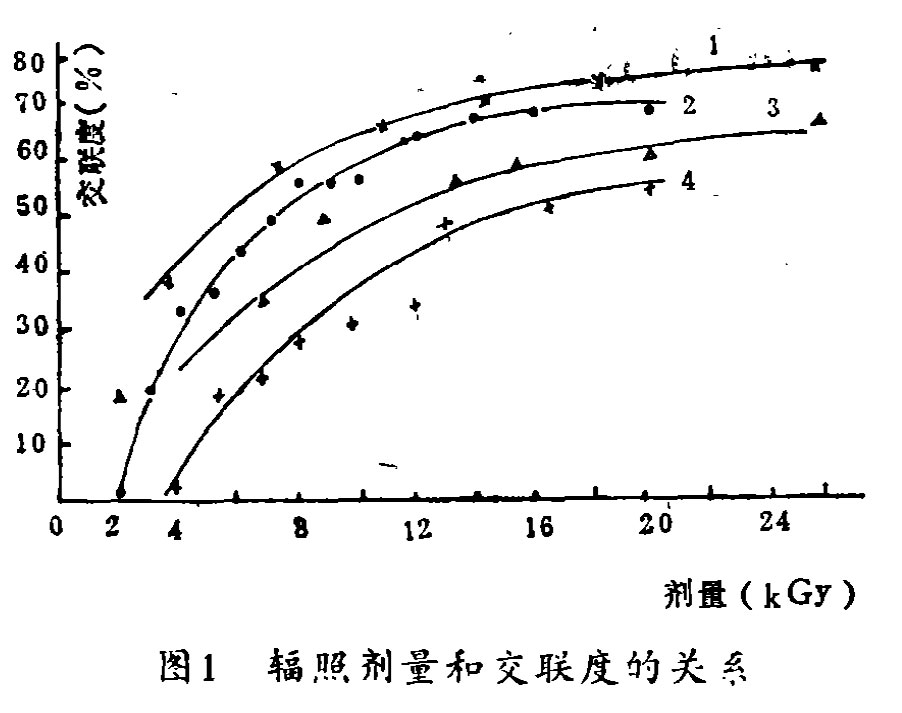
圖1 輻照劑量和交聯度的關系
3.輻照試驗
輻照劑量的大小和不均勻程度,輻照方式和氣氛因素,對熱縮管的質量有較大影響。若輻照劑量較低,熱縮管的交聯度偏小,使熱收縮性能和耐性能下降。若輻照劑量高到超過某一范圍,熱縮管的交聯達到飽和,使機械性能下降。輻照劑量的不均勻度超過一定的數值時,真有一定幾何尺寸的同一根熱縮管的不同部位的交聯度可能出現較大偏差而影響質量。表1和表2列出了部分試驗結果。

表1 輻照劑量對熱縮管的影響
對幾何尺寸為1120mmx1260mm的單板源,熱縮管樣品束長為1050mm,直徑約250mm。輻照時,樣品應采用水平放置,達到輻照所需劑量的一半時進行翻轉調位,
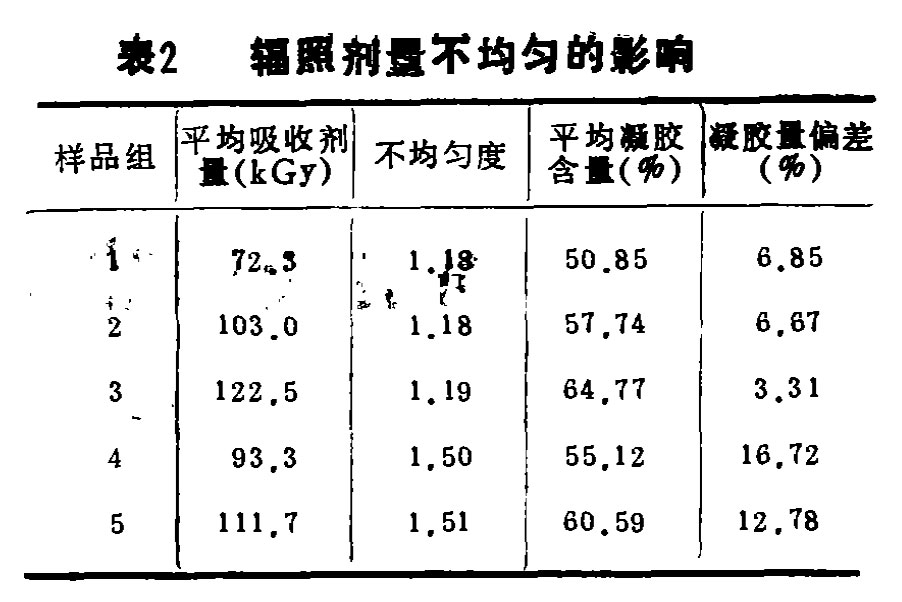
表2 輻照劑量不均勻的影響
劑量的不均勻度應小于1.2.輻照過程中要采取限氧措施并準確控制輻照劑量。
4.擴張試驗
經過輻射交聯后的聚乙烯管,在加熱的情況下擴大管徑,以造成可縮性。采用熱縮空氣或可伸縮的機械設備將其擴張到預定的形狀和尺寸。其原理見圖2.
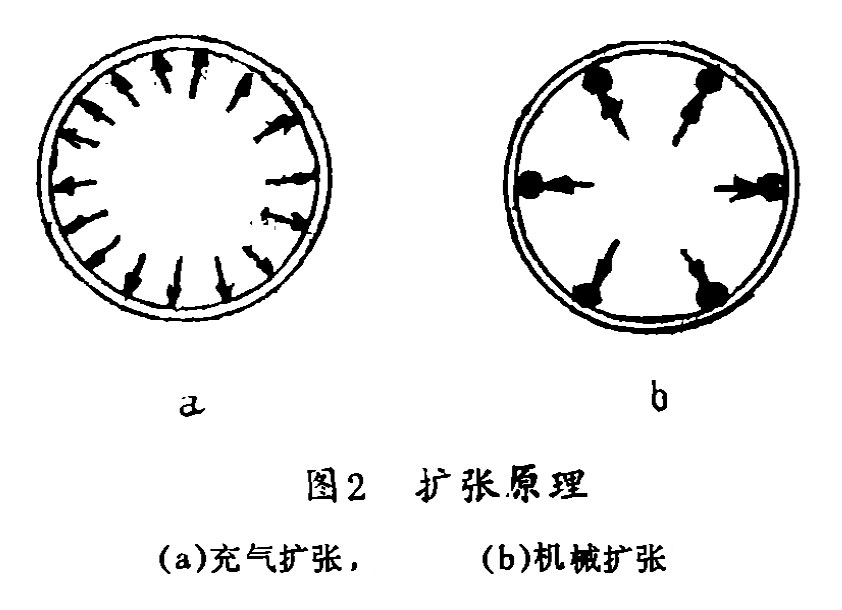
進行擴張試驗需要1臺加熱裝置,1臺氣擴或機擴設備及相配套的模具。擴張時要嚴格控制加熱的溫度和時間。擴張后要及時冷卻定型。
本文由東莞云林原創,歡迎關注,帶你一起長知識!

 業務QQ
業務QQ 