





熱縮管的最新擴張技術【四】結論
圖5是油擴機模具,適合油擴機使用。它由冷卻水進口(1)、真空套(2)、定徑管(3)、冷卻水套(4)、堵(5)、冷卻水出口(6)、冷卻水環(7)、真空吸口(6)、冷卻長孔(9)和真空孔(10)構成。定徑管(3)上有二個與其軸線平行的冷卻長孔(9),冷卻長孔(9)的兩端都用堵(5)堵死,定徑管(3)的兩側有冷卻水環(7),冷卻水環(7)的外側有冷卻水套(4),冷卻水套(4)的外側有真空套(2),定徑管(3)的兩個冷卻水環之間有5排真空孔(10),左側冷卻水套(4)上有冷卻水出口(6),右側冷卻水套(4)上有冷卻水進口(1),真空套(2)上有真空吸口(8)。
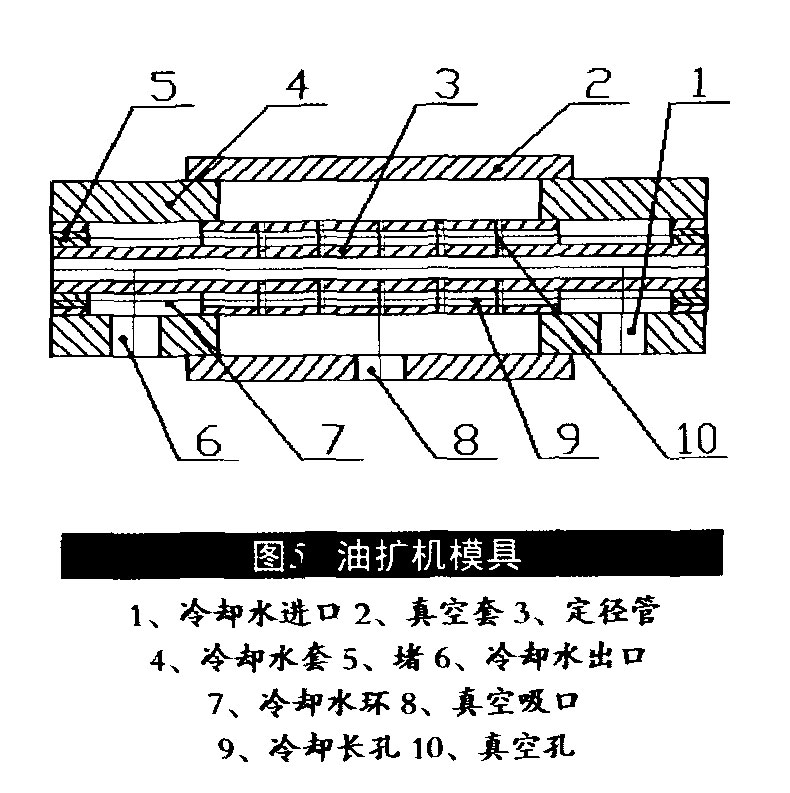
冷卻水從有冷卻水進口(1)進入到右側冷卻水環(7),通過冷卻長孔(9)到達左側冷卻水環(7),經由冷卻水出口(6)流出,對定徑管進行冷卻。真空套(2)、冷卻水套(4)和定徑管(3)之間形成一個密閉的空間,當由真空吸口(8)抽真空的時候,通過真空孔(10)在定徑管(3)的內部形成真空。
本模具適合油擴機使用,最大特點是擴張的同時就進行冷卻,由于定徑管上處處有冷卻水,因此冷卻效果非常好,使用該模具的擴張速可以達到15米/分鐘以上,而且擴張穩定。
圖6列出了三種典型擴張模具模具入口結構,由于模具入口結構對產品軸向收縮率有很大影響,不同的模具入口結構,擴張得到的產品軸向收縮率不同。經過實驗對比,在三種典型模具入口結構中,圖B的結構最好。圖6列出了三種典型擴張模具模具入口結構對產品軸向收縮率有很大影響,不同的模具入口結構,擴張得到的產品軸向收縮率不同。經過實驗對比,在三種典型模具入口結構中,圖B的結構最好。
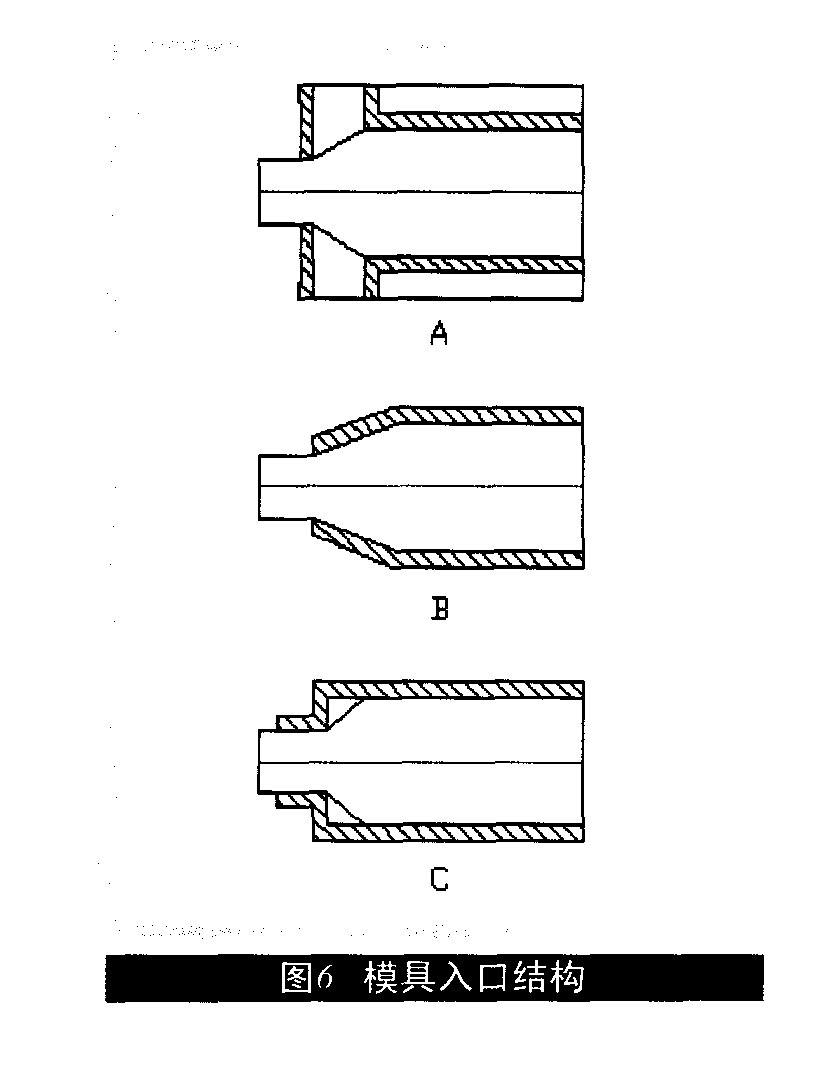
圖A的結構是一個縫隙,熱縮管自由擴張,這種模具入口結構,擴張得到的熱縮管的軸向收縮率一般可以達到5%以內。
圖B是一種使擴張得到控制的模具入口結構,在錐面部分,熱縮管是沿著錐面緩慢擴張的,限制了其自由擴張,擴張得到的熱縮管的軸向收縮率一般可以達到2%以內。對于錐面錐角,一般取25°-35°比較合適,錐角太小,錐面相對會比較長,造成的后果有二個,第一個是熱縮管在錐面部分受到充分冷卻,擴張不到位,第二是錐面部分熱縮管與其摩擦力比較大,不利于產品軸向收縮率的控制。
圖C是傳統的模具入口結構,這種結構擴張出來的熱縮管的軸向收縮率比較大,一般只能達到8%以內。
結論
(1)以EVA和LDPE為基本樹脂,以微膠囊紅磷和氫氧化鎂為阻燃劑,另外加入自制的相容劑、復合潤滑劑以及復合抗氧劑、制備出來的產品有毒有害物質符合歐盟RoHS指令要求,產品性能符合UL224標準要求。
(2)油擴張污染環境,屬于逐漸淘汰機型,干擴機節能環保,適合擴張各種規格熱縮管。
(3)一種模具不能適合所有規格熱縮管的擴張,油擴機有其專用擴張模具,干擴張機有其專用擴張模具,小管也有其專用擴張模具。
(4)模具入口結構對熱縮管的軸向收縮率影響很大,限制擴張的模具入口結構最好。

 業務QQ
業務QQ 